사출성형에서 보압과 배압의 차이점
사출성형에서 보압과 배압의 차이점
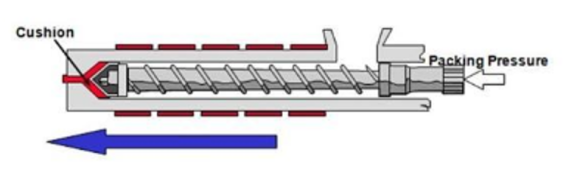
1.보압
금형내에 사출된 용융수지는 고압으로 충전되기 때문에 역방향으로 압력이 작용되므로 용융수지가 고화될 때까지 강한 힘으로 압력을 가해주는 것.
1-1 보압공정
충전이 완료되어감에 따라 속도제어에서 보압단계의 압력제어로 전화되는 시점이다. 금형 내의 수지의 수축량을 보상해 주고 제품의 품질을 결정해주는 단계
게이트가 고화될 때 까지 비교적 짧은 시간 동안 일정 압력을 유지하며 수지를 주입
사출성형에서 보압과 배압의 차이점
2. 배압
왕복 스크루가 회전하면서 용융수지는 스크루 앞쪽으로 밀려간다.
다음 사출을 위해 준비된 상태에서 스크루가 뒤로 밀리면서 스크루 앞쪽의 재료부피에 가해지는 압력의 양.
3 사출압 (1차압)
- 용융수지를 Cavity 내에 유입하는 압력입니다.
- 최소값 : 수지의 유입저항(수지의 점성)
- 사출압력의 최소값이 수지유입저항보다도 작으면 수지가 움직이지 않
게 됩니다.
4 보압 (2차압)
- 사출압에서 보압으로 전환됨으로써 과충전에 의한 문제점이 방지됩니다.
- 적당한 압력을 유지하여 수축량(치수)을 조절 합니다.
5 배압
- 수지 계량시 Screw가 후퇴하게 되는데, 이때 실린더에서 빠져나가는 기름의 흐름에 저항을 걸어주어 배압을 형성합니다.
- 배압의 효과
① 수지의 혼합 상태 개선 수지의 유동성이 증가하고 성형품 광택이 우수합니다.
② 탈기작용 Silver Streak 해소됩니다.
③ 계량 안정 가스, 에어가 포함되지 않은 용융수지만을 계량합니다.
④ 사출량이 증가 계량한 수지의 밀도가
- 배압을 너무 올리면 타거나 가소화 시간이 길어지므로 주의가 필요합니다.
-
Prev1. 언더컷 처리 기구-슬라이드 코어
-
Next플라스틱 제품 설계 가이드